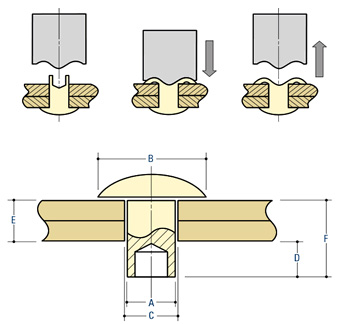
 Semi Tubular rivets are set by deforming the hole formed in the end of the shank of the rivet. This can be done using a hand held punch or in high volume applications, fully automatically using a purpose built riveting machine. The correct specification of the rivet is the key to a successful application. The table below indicates the main dimensions and gives a guide to specifying the length of the rivet.
Semi Tubular rivets are set by deforming the hole formed in the end of the shank of the rivet. This can be done using a hand held punch or in high volume applications, fully automatically using a purpose built riveting machine. The correct specification of the rivet is the key to a successful application. The table below indicates the main dimensions and gives a guide to specifying the length of the rivet.
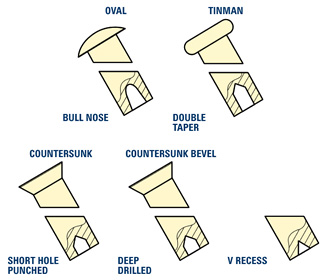
Shank Forms
Rivet
Gauge | "A” Rivet
Dia | "B” Head
Dia | "C” Hole in
Material | "C” Drill
Size | | "D” Riveting Allowance | | Steel | Copper | Alum |
| Rivet
Gauge | |
| 18 | 1.22 / 1.17 | 2.62 / 2.46 | 1.32 / 1.27 | 1.3 | 0.68 | 0.71 | 0.74 | 18 |
| 17 | 1.42 / 1.37 | 3.43 / 3.23 | 1.52 / 1.47 | 1.5 | 0.84 | 0.86 | 0.94 | 17 | |
| 1/16 | 1.63 / 1.55 | 3.43 / 3.23 | 1.73 / 1.68 | 1.7 | 0.99 | 1.04 | 1.14 | 1/16 | |
| 16 | 1.73 / 1.65 | 3.43 / 3.23 | 1.83 / 1.78 | 1.8 | 0.84 | 1.07 | 1.12 | 16 | |
| 15 | 1.91 / 1.83 | 4.09 / 3.86 | 2.03 / 1.98 | 2.0 | 1.19 | 1.27 | 1.42 | 15 | |
| 14½ | 2.06 / 1.98 | 4.09 / 3.86 | 2.21 / 2.16 | 2.2 | 1.32 | 1.40 | 1.55 | 14½ | |
| 14 | 2.26 / 2.16 | 4.09 / 3.86 | 2.41 / 2.36 | 2.4 | 1.47 | 1.55 | 1.70 | 14 | |
| 13 | 2.39 / 2.29 | 4.88 / 4.60 | 2.54 / 2.49 | 2.5 | 1.55 | 1.65 | 1.80 | 13 | |
| 12½ | 2.56 / 2.46 | 4.88 / 4.60 | 2.72 / 2.67 | 2.7 | 1.68 | 1.80 | 1.95 | 12½ | |
| 12 | 2.74 / 2.64 | 5.64 / 5.38 | 2.90 / 2.84 | 2.85 | 1.80 | 1.93 | 2.08 | 12 | |
| 11 | 3.07 / 2.97 | 5.64 / 5.38 | 3.23 / 3.17 | 3.2 | 2.06 | 2.18 | 2.34 | 11 | |
| 1/8 | 3.20 / 3.10 | 5.64 / 5.38 | 3.35 / 3.30 | 3.3 | 2.16 | 2.29 | 2.44 | 1/8 | |
| 10 | 3.30 / 3.20 | 5.64 /5.38 | 3.45 / 3.40 | 3.4 | 2.23 | 2.36 | 2.51 | 10 | |
| 9½ | 3.66 / 3.56 | 8.10 / 7.80 | 3.86 / 3.81 | 3.8 | 2.49 | 2.64 | 2.79 | 9½ | |
| 9 | 3.94 / 3.81 | 8.10 / 7.80 | 4.14 / 4.08 | 4.1 | 2.69 | 2.84 | 3.02 | 9 | |
| 8 | 4.19 / 4.06 | 8.10 / 7.80 | 4.40 / 4.34 | 4.4 | 2.87 | 3.02 | 3.20 | 8 | |
| 7 | 4.47 / 4.34 | 8.91 / 8.61 | 4.67 / 4.62 | 4.6 | 3.07 | 3.25 | 3.43 | 7 | |
| 3/16 | 4.77 / 4.65 | 9.78 / 9.40 | 5.03 / 4.98 | 5.0 | 3.30 | 3.45 | 3.66 | 3/16 | |
| 6 | 5.08 / 4.96 | 9.78 / 9.40 | 5.28 / 5.21 | 5.2 | 3.53 | 3.68 | 3.89 | 6 | |
| 5 | 5.46 / 5.33 | 11.35 / 10.97 | 5.74 / 5.67 | 5.7 | 3.81 | 3.96 | 4.16 | 5 | |
| 4 | 6.02 / 5.89 | 13.00 / 12.57 | 6.30 / 6.23 | 6.3 | 4.22 | 4.37 | 4.62 | 4 | |
| 3 | 6.35 / 6.23 | 13.00 / 12.57 | 6.63 / 6.55 | 6.6 | 4.44 | 4.62 | 4.88 | 3 |
Example: 3mm diameter rivet to fix a combined thickness of 12mm in steel would require a rivet 12mm underhead plus 2.06mm riveting allowance giving a length of 14.06mm. We would be happy to advise you directly either by Telephone, Fax or e-mail.